"计划赶不上变化",大概是每个生产计划员最头疼的一句话。明明排得好好的生产计划,一到执行层面,设备说坏就坏,工人说缺就缺,工装模具撞车、物料供应不上……计划表秒变废纸,交期一拖再拖,客户投诉电话响个不停。
问题到底出在哪里?答案是:大多数企业用的,依然是那套"无限产能"的排产逻辑。
1
传统ERP排产:
一场注定"跑偏"的计划
什么是"无限产能"?通俗点说,就是排产时假设资源是无限的——设备24小时可用、人力随时待命、工装模具永远够用。然后基于这个"乌托邦"式的前提,算出一份"完美"的生产计划。
但现实呢?设备有产能上限,工人有班次限制,工装有使用寿命,物料供应有周期——这些真实的"卡点",在无限产能模式下统统被忽略。结果就是:
计划可行率低:排出来的计划看着漂亮,一执行就发现到处撞车;交期承诺"赌运气":交期能不能满足,全靠老天爷赏脸;
计划员反复"救火":每天不是在改计划,就是在改计划的路上;
资源利用率低:要么产能过剩闲置,要么某个瓶颈工序被挤爆;
跨部门协作成本高:计划员、生产、采购、销售天天扯皮。
一套ERP用下来,生产管理没省心,反而更闹心了。

2
用友BIP超级版能力计划:
先"看清路"再"上路"
用友BIP超级版的能力计划模块,正是为解决这些问题而生。它的核心理念很清晰:先评估,再排产;先看清约束,再安排任务。彻底告别"蒙眼狂奔"式的排产方式。
第一步:粗产能评估——在排产之前,先"摸摸家底"
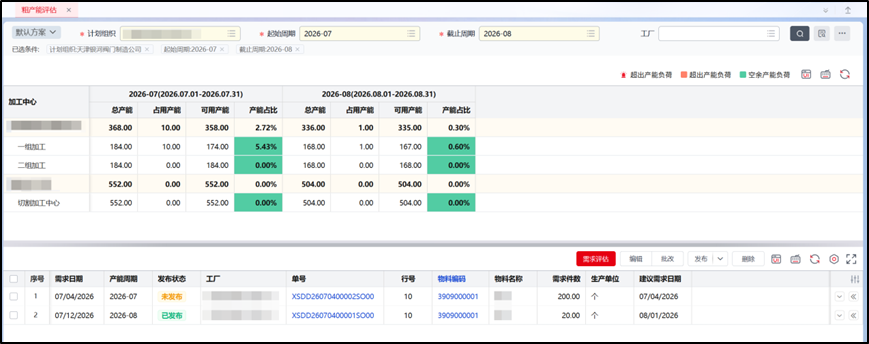
当销售订单涌入,系统先不急着排产,而是进行一轮粗产能评估:结合各加工中心的产能周期(日历、能力),对订单需求进行初步评估;自动匹配工艺约束,算出各加工中心的产能占用情况;以周/日为单位,直观呈现每个加工中心的产能利用率。
这一步的意义在于:让计划员在正式排产之前,就能清楚地知道——未来的产能够不够用,哪些工序会撞车,交期承诺是否合理。如果发现某个周期的产能占比超过100%,说明资源已经被"透支"了。此时可以:将部分订单需求调整到其他周期;或者提前识别出需要启用替代工艺/产线的情况。简单说,粗产能评估就是帮企业"预判风险",而不是等出了问题再"亡羊补牢"。
第二步:有限能力排产——在"戴着镣铐"的前提下,跳出最优舞
经过粗产能评估确认交期之后,系统进入有限能力排产阶段。这一步,用友BIP超级版能力计划充分考虑了排产过程中的各类约束条件:

基于这些真实约束,系统调用智能优化算法(支持禁忌搜索、自适应大邻域搜索等启发式算法,以及约束规则求解器),自动生成最优或近优的排产方案。
第三步:排产工作台——"人机协同",计划可执行、可调整
排产结果出来之后,不是直接"锁死",而是进入订单排产工作台和加工中心排产工作台,支持计划员进行二次确认和手工调整:
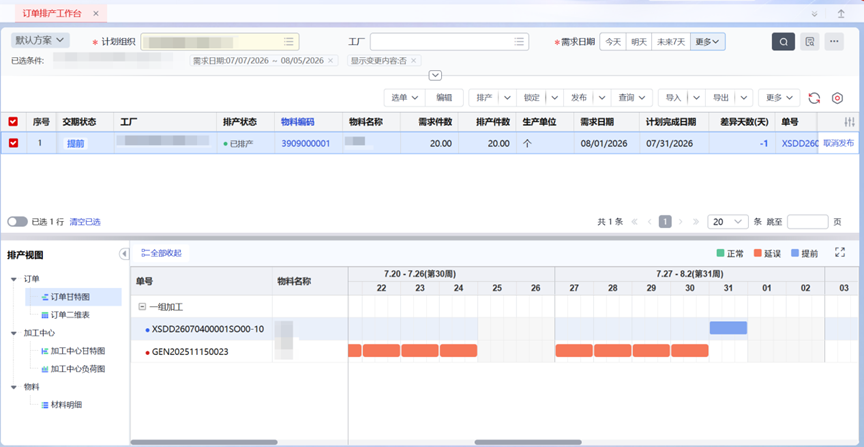
整个过程,计划员始终掌握主动权——系统提供数据支撑和智能建议,最终由人来做决策。这才叫真正可执行的生产计划。
3
好计划,是生产管理的起点
排产不是简单的"填表",而是企业资源配置的核心决策。传统ERP的无限产能模式,本质上是用"完美的假设"来替代"真实的约束"。当假设与现实脱节,计划就失去了意义。
用友BIP超级版能力计划,通过粗产能评估+有限能力排产+智能优化算法+可视化工作台的完整闭环,让企业真正做到了"计划源于实际、计划指导执行"。
当每一个排产决策都建立在真实约束之上,每一次交期承诺都有数据支撑,生产管理的效率和客户满意度,自然会稳步提升。
用友BIP超级版
电子书下载